-
淄博俊业陶瓷设备厂
zibo junye ceramic instrument factory
-
一厘米宽,一公里深
专注工业陶瓷挤出设备
-

-
全程服务热线:
13561649169
 网站首页
网站首页



 产品展示
产品展示

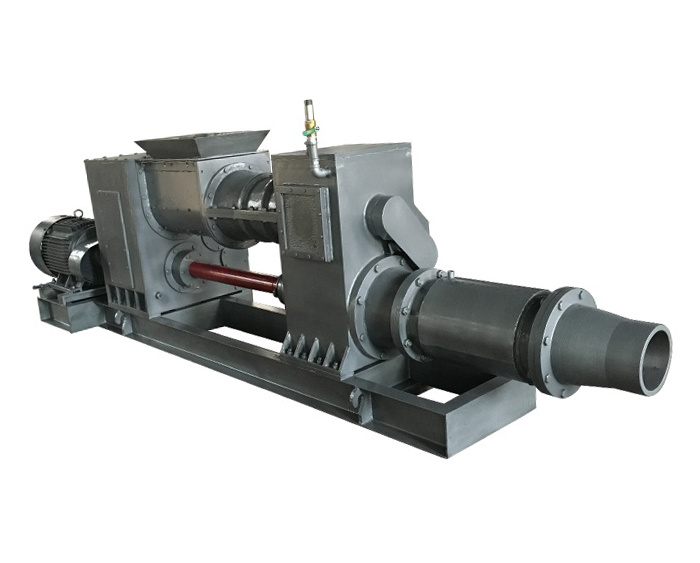
PVC挤出机的三大功能区
2023-09-11 16:00:00
PVC的熔融温度接近降解温度,这需要良好的塑化和严格防止熔体降解。因此,一般按工作功能划分,以挤出机螺杆筒体的排气孔为界,可分为两个功能区:进料段和压缩段称为加热区,熔融段和计量段称为恒温区。塑料挤出机后的组合型芯和模具称为绝缘区。
通常,在正常生产条件下,物料进入进料段和压缩段。由于新进入的挤出机与设定温度温差过大,剪切热效应不明显,主要依靠加热环提供大量的外部热量。因此,加热环不会停止工作,因此这两部分称为加热区。热量主要由外部加热和螺旋剪切、压延和摩擦的联合作用提供(所谓剪切热是指当螺杆相对于螺杆移动时,螺杆与螺杆筒体之间的材料产生的摩擦热;一个螺杆的螺杆边缘与另一个螺杆槽底部产生的压延热;两个螺杆之间剪切材料产生的剪切热。三个螺杆at源通常称为剪切热,因为剪切热占比例)。
熔体通过压缩段进入熔化段和计量段后,基本上已塑化,甚至存在过量的“剪切热”。本阶段温度控制的目的不是进一步供热,而是在熔体“超温”时及时实施“冷却”,多余的热量被转移出去。只有当螺杆筒体的热损失较大时,才会偶尔补充损失的热量。因此,这两部分被称为“恒温区”。
当熔体进入合流芯和模具时,剪切热效应不再存在,因为熔体到达合流芯时已开始从螺旋变速运动变为线性匀速运动。当熔体沿合流芯指定的流道到达模具时,也将消耗一些热量。为了为确保熔体沿模具燕尾槽均匀移动,有必要为该模具补充适当的热量。设定温度稍高,因此称为“绝缘区”。
通常,在正常生产条件下,物料进入进料段和压缩段。由于新进入的挤出机与设定温度温差过大,剪切热效应不明显,主要依靠加热环提供大量的外部热量。因此,加热环不会停止工作,因此这两部分称为加热区。热量主要由外部加热和螺旋剪切、压延和摩擦的联合作用提供(所谓剪切热是指当螺杆相对于螺杆移动时,螺杆与螺杆筒体之间的材料产生的摩擦热;一个螺杆的螺杆边缘与另一个螺杆槽底部产生的压延热;两个螺杆之间剪切材料产生的剪切热。三个螺杆at源通常称为剪切热,因为剪切热占比例)。
熔体通过压缩段进入熔化段和计量段后,基本上已塑化,甚至存在过量的“剪切热”。本阶段温度控制的目的不是进一步供热,而是在熔体“超温”时及时实施“冷却”,多余的热量被转移出去。只有当螺杆筒体的热损失较大时,才会偶尔补充损失的热量。因此,这两部分被称为“恒温区”。
当熔体进入合流芯和模具时,剪切热效应不再存在,因为熔体到达合流芯时已开始从螺旋变速运动变为线性匀速运动。当熔体沿合流芯指定的流道到达模具时,也将消耗一些热量。为了为确保熔体沿模具燕尾槽均匀移动,有必要为该模具补充适当的热量。设定温度稍高,因此称为“绝缘区”。
上一篇:挤出机的技术要点是什么?
下一篇:挤出机的查验流程有哪些

-
联 系 人:石经理
手 机:13561649169
电 话:0533-5781626
传 真:0533-5781912
-
邮 箱:zbjunye@yahoo.cn
网 址:www.zbjunye.com
邮 编:255100
地 址:淄博市淄川区城南镇七里工业园
-

-
淄博俊业陶瓷设备厂 版权所有 技术支持:淄博欧凯