-
淄博俊业陶瓷设备厂
zibo junye ceramic instrument factory
-
一厘米宽,一公里深
专注工业陶瓷挤出设备
-

-
全程服务热线:
13561649169
 网站首页
网站首页



 产品展示
产品展示



什么是挤出机辅助设备
2023-10-13 16:07:00
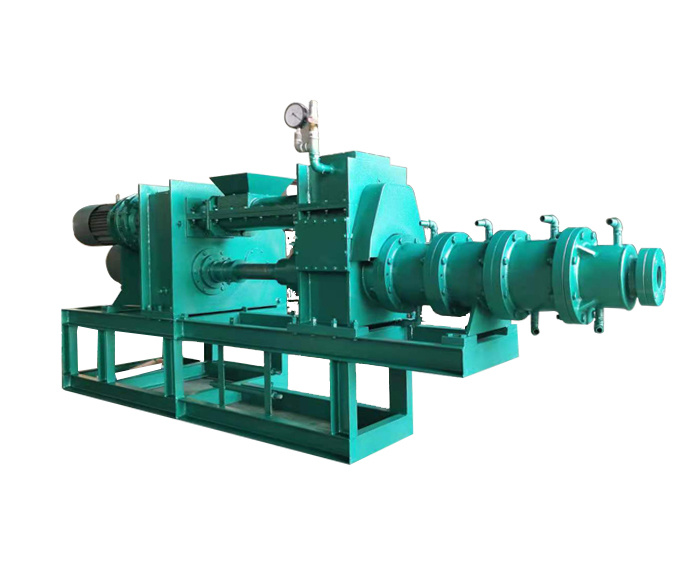
挤出机组的辅机主要包括整线装置、校直装置、预热装置、冷却装置、牵引装置、仪表仪表、火花试验机、收线装置等。挤出单元的用途不同,辅助设备也不一样,如切割装置、吹风机、印刷装置等。
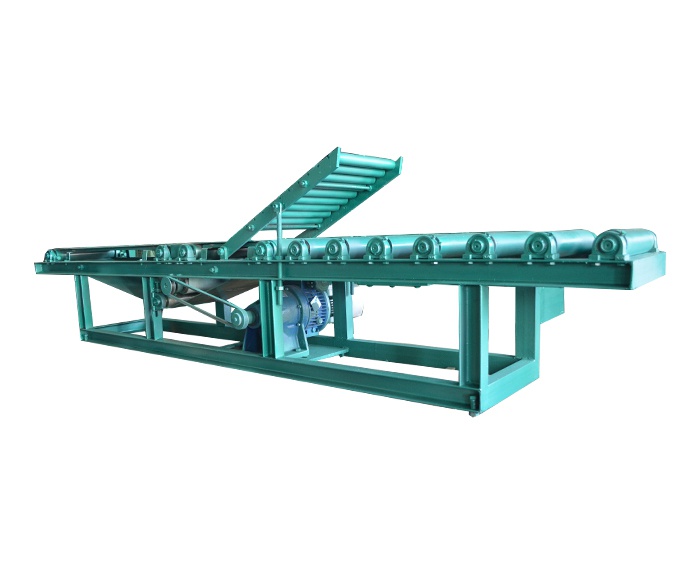
矫直装置:塑料挤出废料产品类型。偏心是常见的一种,各种类型的线芯弯曲是造成绝缘偏心的重要原因之一。在护套挤压时,护套表面的划痕往往是由于电缆芯弯曲造成的。因此,矫直装置在各种挤压机组中是必不可少的。矫直装置的主要类型有:辊式(分为卧式和立式);皮带轮类型(分为单皮带轮和组皮带轮);扭轮,并具有拖动、校直、稳定张力等功能;压轮式(分为卧式和立式)等。
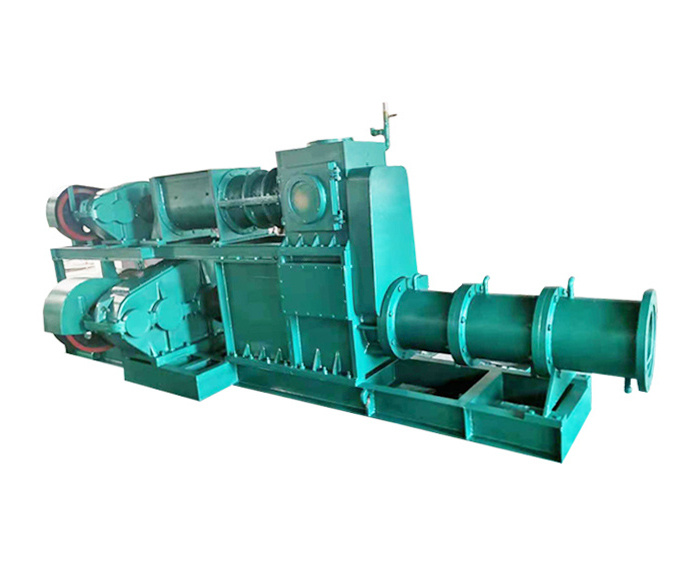
冷却装置:成型塑料挤出涂料离开机头后应立即冷却成型,否则会在重力作用下变形。冷却方法通常是水冷却,并根据水温的不同,分为快速冷却和缓慢冷却。快速冷却是直接冷水冷却,快速冷却有利于塑料挤出包层,但对于结晶聚合物,由于突然的热冷却,容易挤出包层组织残余内应力,导致使用过程中开裂,一般PVC塑料层都采用快速冷却。慢冷是为了减少产品的内应力,在冷却槽段放置不同温度的水,使产品逐渐冷却并凝固,PE、PP挤出采用慢冷,即通过热水、温水、冷水三段冷却。
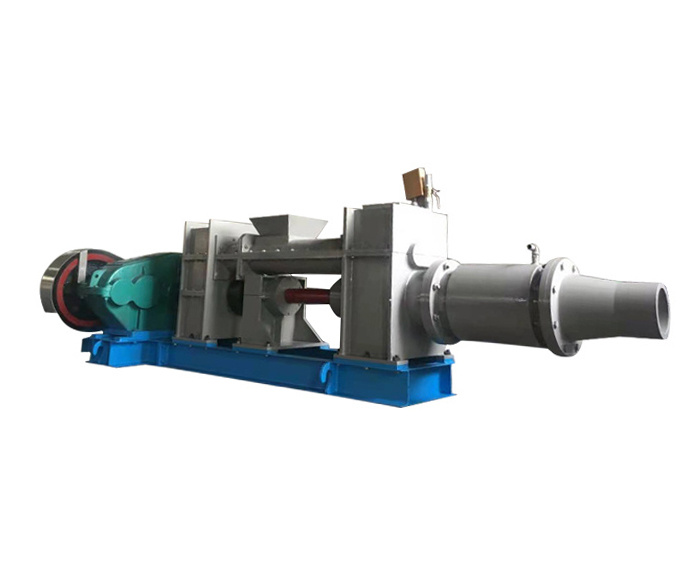
预热装置:绝缘和护套挤压时都需要对电缆芯进行预热。对于保温层,特别是薄层保温层,不能允许存在气孔,线芯在挤出前通过高温预热可以完全去除表面的水、油。对于护套挤压,其主要作用是使电缆芯干燥,防止由于水分(或垫片周围的水分)的作用在护套上产生气孔的可能性。预热还可以防止塑料因突然冷却和残余内压而挤出。在挤压过程中,高温预热可以消除冷线到头部,在口模和塑料接触时形成大温差,避免塑料挤压造成的温度波动压力波动、稳定的挤出量,保证挤出的质量。挤出机组采用电热热丝芯预热装置,要求容量充足,保证快速升温,预热丝芯,干燥电缆芯,效率高。预热温度受排放速度的限制,一般与机头的温度相似。
矫直装置:塑料挤出废料产品类型。偏心是常见的一种,各种类型的线芯弯曲是造成绝缘偏心的重要原因之一。在护套挤压时,护套表面的划痕往往是由于电缆芯弯曲造成的。因此,矫直装置在各种挤压机组中是必不可少的。矫直装置的主要类型有:辊式(分为卧式和立式);皮带轮类型(分为单皮带轮和组皮带轮);扭轮,并具有拖动、校直、稳定张力等功能;压轮式(分为卧式和立式)等。
冷却装置:成型塑料挤出涂料离开机头后应立即冷却成型,否则会在重力作用下变形。冷却方法通常是水冷却,并根据水温的不同,分为快速冷却和缓慢冷却。快速冷却是直接冷水冷却,快速冷却有利于塑料挤出包层,但对于结晶聚合物,由于突然的热冷却,容易挤出包层组织残余内应力,导致使用过程中开裂,一般PVC塑料层都采用快速冷却。慢冷是为了减少产品的内应力,在冷却槽段放置不同温度的水,使产品逐渐冷却并凝固,PE、PP挤出采用慢冷,即通过热水、温水、冷水三段冷却。
预热装置:绝缘和护套挤压时都需要对电缆芯进行预热。对于保温层,特别是薄层保温层,不能允许存在气孔,线芯在挤出前通过高温预热可以完全去除表面的水、油。对于护套挤压,其主要作用是使电缆芯干燥,防止由于水分(或垫片周围的水分)的作用在护套上产生气孔的可能性。预热还可以防止塑料因突然冷却和残余内压而挤出。在挤压过程中,高温预热可以消除冷线到头部,在口模和塑料接触时形成大温差,避免塑料挤压造成的温度波动压力波动、稳定的挤出量,保证挤出的质量。挤出机组采用电热热丝芯预热装置,要求容量充足,保证快速升温,预热丝芯,干燥电缆芯,效率高。预热温度受排放速度的限制,一般与机头的温度相似。
上一篇:塑料挤出机的操作特点
下一篇:如何安全操作塑料挤出机

-
联 系 人:石经理
手 机:13561649169
电 话:0533-5781626
传 真:0533-5781912
-
邮 箱:zbjunye@yahoo.cn
网 址:www.zbjunye.com
邮 编:255100
地 址:淄博市淄川区城南镇七里工业园
-

-
淄博俊业陶瓷设备厂 版权所有 技术支持:淄博欧凯