-
淄博俊业陶瓷设备厂
zibo junye ceramic instrument factory
-
一厘米宽,一公里深
专注工业陶瓷挤出设备
-

-
全程服务热线:
13561649169
 网站首页
网站首页



 产品展示
产品展示
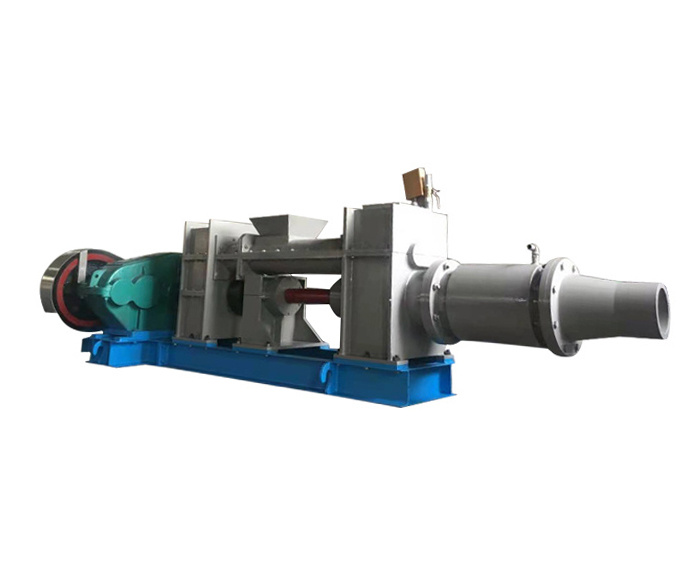
高速挤出机的发展方向,如何实现高速高成品率?
2023-10-11 09:51:00
高速挤出机一直挤压成型机的主要方向发展,高产量和价格比率不仅是企业家关心的,也是机械工程师努力追求的目标,2001年以后,国内的主要塑料挤出机制造商已经推出了高速、高产挤出机。
同一型号,以一般60型(螺杆直径)平行的双螺杆挤出机(工程塑料改性)为例:传统挤出机的速度一般低于300r/min,产量一般不高于150kg;新型高速挤出机的转速一般在500r/min以上,产量在250kg/h以上。
从技术角度来看,高速挤出机需要解决以下几个基本问题:高速大扭矩传动系统;高精度加工,更合理的设计高耐磨螺杆和机筒;并且数据反馈更及时更准确更安全的控制系统。
高速挤出机的性能一般有以下几种方式:
1. 提高螺杆的速度:这是影响挤出机生产率的关键因素。螺杆的转速不仅可以提高物料的挤出速度和数量,而且可以达到高产量和良好的塑化效果。
2、改进螺杆结构:螺杆结构是影响挤出机容量的主要因素。如果没有合理的螺杆结构,单纯增加螺杆转速来增加挤出量,是违背客观规律的,是不成功的。
在过去,高速挤出机输出的主要方法是增加螺杆直径。虽然螺杆直径增大,但单位时间内挤出的材料也会增大。但挤出机不是螺旋输送机。螺杆除可挤出材料外,还可对塑料进行挤出、混炼、剪切、塑化。在螺杆转速恒定的前提下,大直径大槽螺杆的混合剪切效果不如小直径螺杆。
同一型号,以一般60型(螺杆直径)平行的双螺杆挤出机(工程塑料改性)为例:传统挤出机的速度一般低于300r/min,产量一般不高于150kg;新型高速挤出机的转速一般在500r/min以上,产量在250kg/h以上。
从技术角度来看,高速挤出机需要解决以下几个基本问题:高速大扭矩传动系统;高精度加工,更合理的设计高耐磨螺杆和机筒;并且数据反馈更及时更准确更安全的控制系统。
高速挤出机的性能一般有以下几种方式:
1. 提高螺杆的速度:这是影响挤出机生产率的关键因素。螺杆的转速不仅可以提高物料的挤出速度和数量,而且可以达到高产量和良好的塑化效果。
2、改进螺杆结构:螺杆结构是影响挤出机容量的主要因素。如果没有合理的螺杆结构,单纯增加螺杆转速来增加挤出量,是违背客观规律的,是不成功的。
在过去,高速挤出机输出的主要方法是增加螺杆直径。虽然螺杆直径增大,但单位时间内挤出的材料也会增大。但挤出机不是螺旋输送机。螺杆除可挤出材料外,还可对塑料进行挤出、混炼、剪切、塑化。在螺杆转速恒定的前提下,大直径大槽螺杆的混合剪切效果不如小直径螺杆。
上一篇:挤出机模头的功能
下一篇:塑料挤出机的操作特点


-
联 系 人:石经理
手 机:13561649169
电 话:0533-5781626
传 真:0533-5781912
-
邮 箱:zbjunye@yahoo.cn
网 址:www.zbjunye.com
邮 编:255100
地 址:淄博市淄川区城南镇七里工业园
-

-
淄博俊业陶瓷设备厂 版权所有 技术支持:淄博欧凯