-
淄博俊业陶瓷设备厂
zibo junye ceramic instrument factory
-
一厘米宽,一公里深
专注工业陶瓷挤出设备
-

-
全程服务热线:
13561649169
 网站首页
网站首页



 产品展示
产品展示
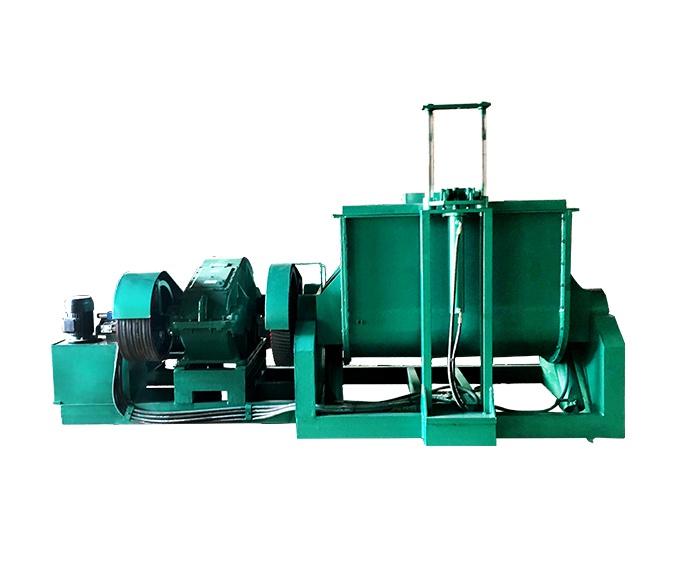
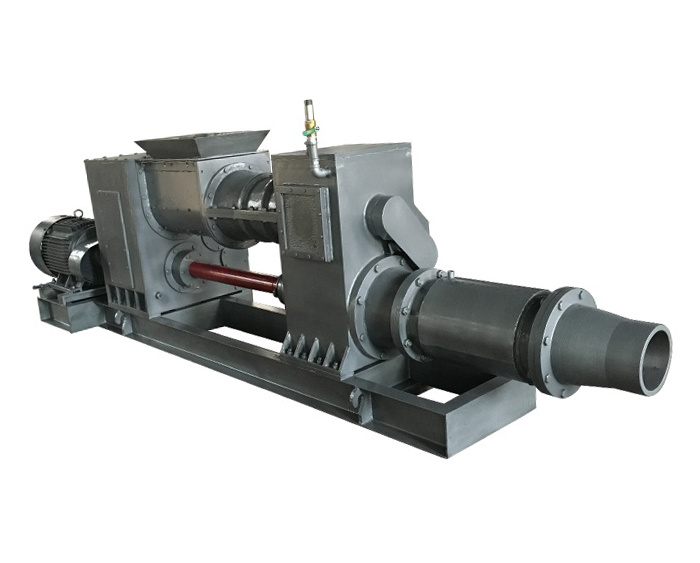
节能的高速高效挤出机设计和制造
2021-05-18 14:24:00
挤出机是聚烃类塑料管材挤出生产线的主机,其中最广泛使用的主机是单螺杆挤出机,它决定了生产线的主要性能。单螺杆挤出机已有几十年的发展历史,虽然至今它的工作原理和主要结构没有根本性的变化,但经过业界的不懈努力和创新,其基本性能在不断提高。一方面所生产的管材向大口径高压力等级方向发展;一方面所生产的管材向高速薄壁方向发展。往大口径和高速的要求这两个方向的发展,都意味着挤出量的增加和管材质量的提高。如何达到这样的性能,各生产厂商都有自己的招数,但有些方法是共通的。提高螺杆的转速这是影响一台挤出机产能最关键的因素。螺杆转速不仅是提高对物料的挤出速度和挤出量,更重要的是使挤出机在实现高产量的同时得到好的塑化效果。以往要提高挤出机产量,主要的办法是加大螺杆直径。虽然螺杆直径增大后,在单位时间内挤出的物料会增加。但挤出机不是螺旋输送机。螺杆除了挤出物料,还要对塑料进行挤压、搅拌、剪切,使塑料塑化。在螺杆转速不变的前提下,大直径大螺槽的螺杆对物料的搅拌、剪切效果不如小直径的螺杆。因此,现代挤出机主要通过提高螺杆转速的方法提高产能和制管质量。
上一篇:采取多重减振措施
下一篇:双螺杆挤出机的止退轴承
-
联 系 人:石经理
手 机:13561649169
电 话:0533-5781626
传 真:0533-5781912
-
邮 箱:zbjunye@yahoo.cn
网 址:www.zbjunye.com
邮 编:255100
地 址:淄博市淄川区城南镇七里工业园
-

-
淄博俊业陶瓷设备厂 版权所有 技术支持:淄博欧凯