-
淄博俊业陶瓷设备厂
zibo junye ceramic instrument factory
-
一厘米宽,一公里深
专注工业陶瓷挤出设备
-

-
全程服务热线:
13561649169
 网站首页
网站首页



 产品展示
产品展示
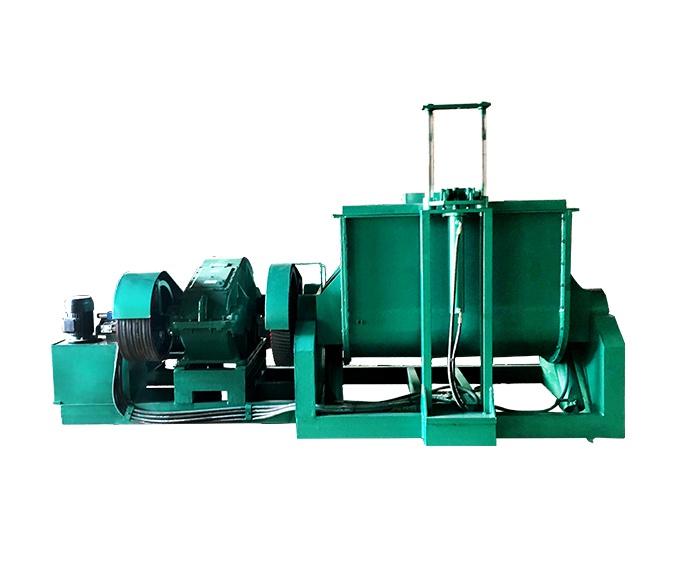




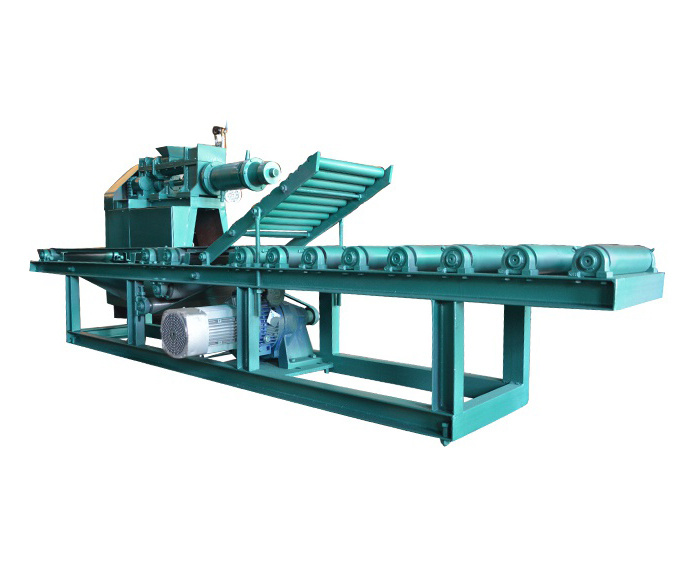
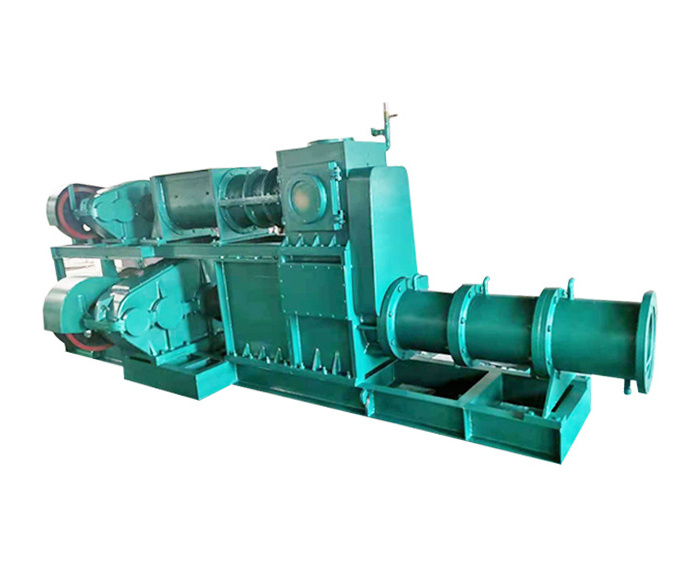
陶瓷挤出机上料装置组成结构
2021-05-18 14:17:00
真空上料装置主要由风机、吸气管、储料仓、吸料管、过滤网、电控箱等零部件组成。当料斗需要上料时,风机2启动,通过吸气管4和过滤网3,使中间储料仓内形成负压;与此同时,与中间储料仓及原料箱相连接的吸料管8把原料箱中的原料吸入中间储料仓内,当吸入一定量时,上料继电器动作,风机停止工作,吸料工作停止;这时排料活门打开,为挤出机料斗供料。定期校正温度控制仪表,检查其调节的正确性和控制的灵敏性。挤出机的减速箱保养与一般标准减速器相同。主要是检查齿轮、轴承等磨损和失效情况。减速箱应使用机器说明书指定的润滑油,并按规定的油面高度加入油液,油液过少,润滑不反,降低零件使用寿命;油液过多,发热大,耗能多,油易变质,同样使润滑失效,造成损害零件的后果。减速箱漏油部位应及时更换密封垫(圈),以确保润滑油量。挤出机附属的冷却水管内壁易结水垢外部易腐蚀生锈。为了保持产品的同一尺寸,可以调整挤出机的螺杆转速,也可以调整挤出机的线性速度。在挤出圆形产品时,这些变化可能不会导致严重的问题,但在挤出扁平或者外形不规则的产品时,熔融物料温度的变化可能会影响产品的外形尺寸。比如,在一个扁平模具里,较冷的熔融物料可能使片材中心偏薄,而使周边偏厚。这种情况可以通过对模具的自动或手动调整得到校正。挤出机在过滤网变换器后面,配备一个能够保证熔融物料稳定地进入模具的齿轮泵,可以防止上述问题性能的发生。挤出量突然下降产生原因喂料系统发生故障或料斗中没料,挤压系统进入坚硬卡住螺杆,使物料不能通过。处理方法检查喂料系统或料斗的料位,检查清理挤压系统。挤出机故障安全销或安全健被切断产生原因挤压系统扭矩过大,主电机与输入轴承联接不同心,处理方法检查挤压系统是否有金属等物进入卡住螺杆。在刚开始发生时,检查预热升温时间或升温值是否符合要求。调整主电机。挤出机是塑料加工业中普遍使用的设备之一,通常它要长时间工作,因此如何保证注射机在连续生产中正常稳定工作,挤出机液压系统的理想工作温度应介乎45℃-50℃之间,原因是液压系统是依据一选定的压力油粘度而设计,但粘度会随着油温的高低而变化,进而影响系统中工作元件,如油缸、液压阀等,使控制精度和响应灵敏度降低,对于精密注射机的情况尤甚。同时温度过高亦会加速密封件的老化令其硬化、碎裂;温度过低则加工能量消耗大,使运转速度降低。因此密切注意液压油的工作温度是十分必要的。
上一篇:重型捏合机三种密封方式哪种好?
-
联 系 人:石经理
手 机:13561649169
电 话:0533-5781626
传 真:0533-5781912
-
邮 箱:zbjunye@yahoo.cn
网 址:www.zbjunye.com
邮 编:255100
地 址:淄博市淄川区城南镇七里工业园
-

-
淄博俊业陶瓷设备厂 版权所有 技术支持:淄博欧凯