-
淄博俊业陶瓷设备厂
zibo junye ceramic instrument factory
-
一厘米宽,一公里深
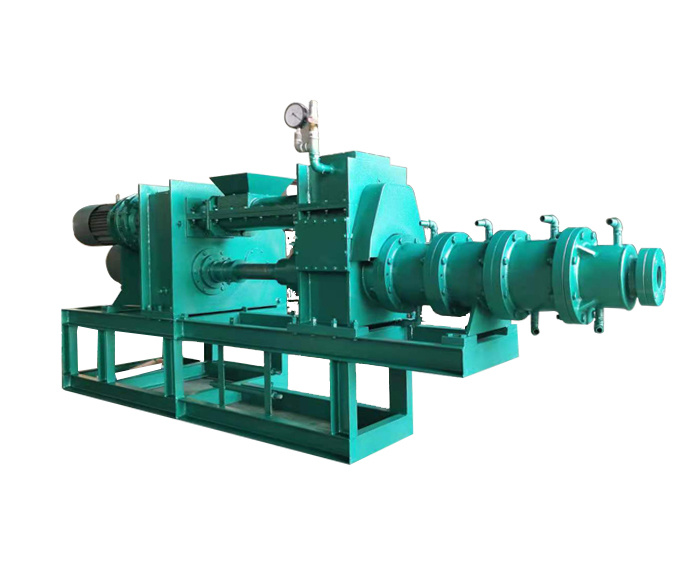
专注工业陶瓷挤出设备
-

-
全程服务热线:
13561649169
 网站首页
网站首页



 产品展示
产品展示

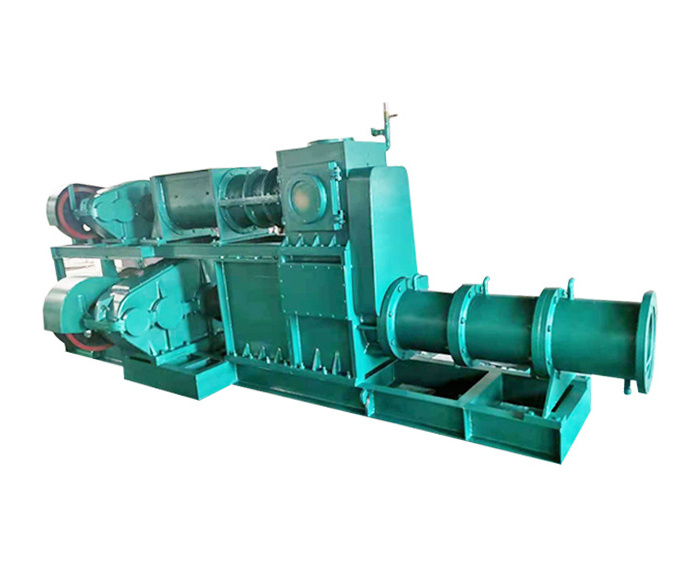

塑料在挤出机中的流动状态
2021-05-18 14:33:00
挤出过程中,由于螺杆的旋转使塑料推移,而机筒是不动的,这就在机筒和螺杆之间产生相对运动,这种相对运动对塑料产生摩擦作用,使塑料被拖着前进。另外,由于机头中的模具、多孔筛板和滤网的阻力,又使塑料在前进中产生反作用力,这就使塑料在螺杆和机筒中的流动复杂化。通常将塑料的流动状态看成是由以下四种流动形式组成的正流是指塑料沿着螺杆螺槽向机头方向的流动。它是由螺杆旋转的推挤力产生的,是四种流动形式中最主要的一种。正流量的大小直接决定着挤出量。倒流又称逆流,它的方向与正流的流动方向正好相反。它是由于机头中的模具、筛板和滤网等阻碍塑料的正向运动,在机头区域里产生的压力(塑料前进的反作用力)造成的。由挤出机机头至加料口形成了“压力下的回流”也称为“反压流动”。它能引起生产能力的损失。横流是沿着轴的方向,即与螺纹槽相垂直方向的塑料流动。也是由螺杆旋转时的推挤所形成的。它的流动受到螺纹槽侧壁的阻力,由于两侧螺纹的相互阻力,而螺杆是在旋转中,使塑料在螺槽内产生翻转运动,形成环状流动,所以横流实质是环流。环流对塑料在机筒中的混合、塑化及热交换影响很大,塑料所以能在螺杆中混合、塑化成熔融状态,是和环流的作用分不开的。环流使物料在机筒中产生搅拌和混合,并且利于机筒和物料的热交换,它对提高挤出质量有重要的意义,但对挤出流率的影响很小。漏流也是由机头中模具、筛板和滤网的阻力产生的。不过它不是螺槽中的流动,而是在螺杆与机筒的间隙中形成的倒流。它也能引起生产能力的损失。由于螺杆与机筒的间隙通常很小,故在正常情况下,漏流流量要比正流和倒流小得多。在挤出过程中,漏流将影响挤出量,漏流量增大,挤出量将减小。塑料的四种流动状态都不能以单独形式出现,就某一塑料质点来说,既不会有真正的倒流,也不会有封闭的环流。熔体塑料在螺纹槽中的实际流动是上述四种流动状态的综合,以螺旋形轨迹向前的一种流动。
上一篇:影响真空挤出机产量的要素

-
联 系 人:石经理
手 机:13561649169
电 话:0533-5781626
传 真:0533-5781912
-
邮 箱:zbjunye@yahoo.cn
网 址:www.zbjunye.com
邮 编:255100
地 址:淄博市淄川区城南镇七里工业园
-

-
淄博俊业陶瓷设备厂 版权所有 技术支持:淄博欧凯