-
淄博俊业陶瓷设备厂
zibo junye ceramic instrument factory
-
一厘米宽,一公里深
专注工业陶瓷挤出设备
-

-
全程服务热线:
13561649169
 网站首页
网站首页



 产品展示
产品展示
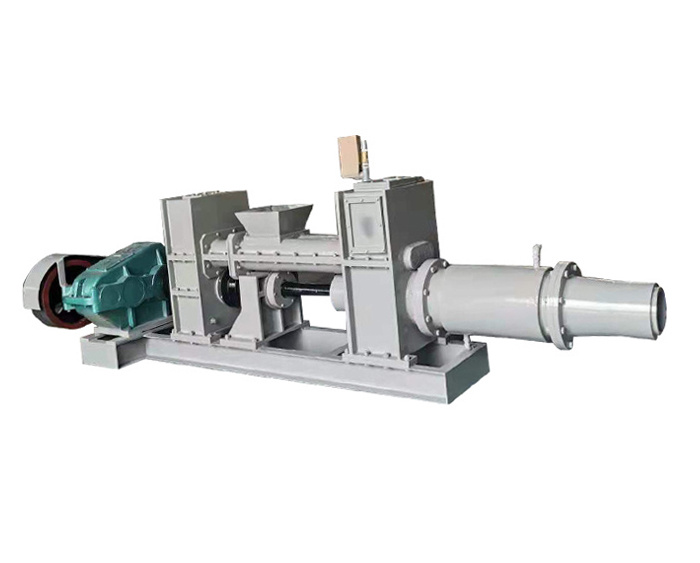

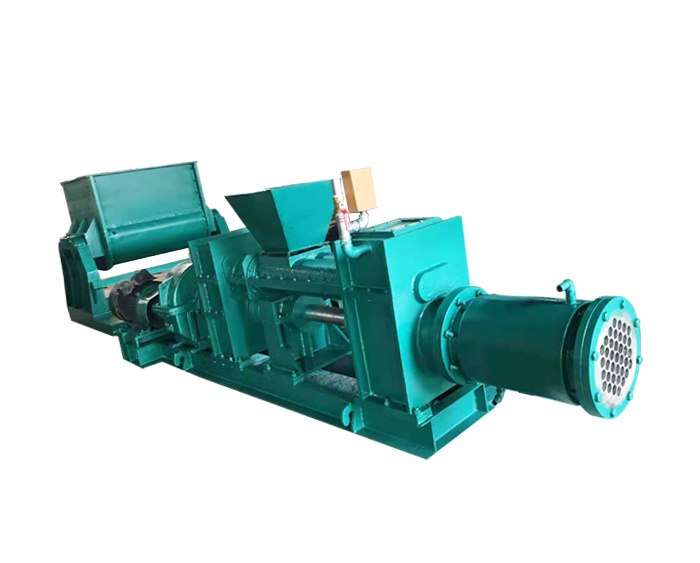
物料双螺杆挤出机塑化机理
2021-05-18 14:26:00
根据物料在双螺杆挤出机中的塑化历程,将螺杆分为三个区域固体输送区、熔融区、熔体输送(挤出)区。固体输送区塑化机理在机筒中,把固体聚合物(PVC)及其助剂的流动、预热、压实区域定义为固体输送区。首先,料斗内固体聚合物粒子向机筒内流动是靠重力实现的,随着螺杆的转动,粒子向机头方向推进的同时,料斗内粒子不断流动。在固体输送区PVC物料中的高分子、小分子等粒子逐渐被加热,同时,螺杆剪切作用和粒子之间摩擦也使粒子热量增加,从而使粒子在致密状态中充分接触、扩散、渗透。在这个区域内,由于螺杆的螺距、螺棱宽度等发生变化,PVC物料粒子被致密地压实,形成在螺槽上滑动的固体床或固体塞。固体塞运动是依靠机筒表面与固体塞之间的摩擦力,而螺杆与固体塞之间的磨擦力却阻止固体塞运动。所以在机筒内,造成PVC物料粒子不在同一方向前进,而是不时地翻滚、打滑,随螺杆旋转、"架桥",在"桥"后堆积起来,突破"桥",随着PVC物料挤出和PVC物料在料斗内的流动,过程反复进行。在这个区域,较好的PVC物料挤出塑化质量,从状态上看是PVC由玻璃态转化为高弹态;从聚集态结构看,是50%~60%的PVC树脂颗粒破碎变化为初级粒子,各种助剂粒子的表面与初级粒子充分接触、扩散。值得指出的是对于稳定的运转,料斗内固体料的高度无论什么时候都必须在某个临界值以上。在这个临界值以上,料面高度的变化将不影响挤出机的性能,但是,如果料面高度低于临界值,变成一个强烈的不稳定因素。固体料面高度的变化会引起底部压力的变化,会改变挤出机的运转状况,导致PVC物料挤出塑化质量的恶化。熔融区塑化机理在机筒中,把固体聚合物和熔体共存区域定义为熔融区或相变区。该区为C2、C3加热区。熔融区是挤出机的主要部分,特别是温度的设定(机筒C2区、C3区、螺杆芯部)及螺杆转速设定、螺杆与螺杆的间隙、螺杆与机筒的间隙等,对PVC物料挤出质量有重要影响。当PVC物料达到熔融区时,由于螺杆的螺距、螺棱宽度等发生变化,PVC物料颗粒在被挤压致密的同时,已经产生了相当大的压力,这些压力与周围热介质的软化作用一起,把压实的颗粒变成密实的"固体床"。此时的固体床是由一部分PVC高弹态与一部分PVC玻璃态、少量的PVC粘流态组成的混合状态。固体床具有螺旋形螺槽的形状并且在螺槽内滑动。由于这种相对运动,在固体床和机筒表面之间的熔膜内便产生了速度分布。于是,熔膜中的熔体开始向螺纹推进而流动,当它遇到螺棱时,螺棱便将熔体从机筒上"刮下",并且聚集在推进螺纹前方的螺槽后部的熔池中。当固体床沿着螺槽移动时,越来越多的熔料被带入熔池,因此,熔池的尺寸增加,而固体床的尺寸则减少。固体床被逐渐破坏而成为粘流态向前输送。在这个区域,较好PVC物料挤出塑化质量,从状态上看,PVC由高弹态转化为粘流态;从聚集态结构来看,由60~70%PVC初级粒子破碎变化为一级粒子,各种助剂分子与PVC一级粒子接触,形成物理与化学的结合。 在熔融区,提高PVC物料挤出塑化质量的因素有增加螺杆转速。提高熔融区机筒设定温度。合适的螺杆与机筒间隙。对于特定的PVC异型材生产配方,应该有一组最佳的熔融区机筒温度。熔体输送区塑化机理在机筒中,把固体聚合物完全转化为熔体,熔体被强制输送到机头处的部分定义为熔体输送区(机筒C4加热区)。在这个区域内,熔融大分子在剪切作用下与各种助剂进一步反应、均化,随着PVC物料粘流体不断地定量挤出,形成熔体压力,保证PVC物料的最终成型产品的密实度。在这个区域,较好的PVC物料挤出塑化质量,从状态上仍保持PVC大分子粘流态,从聚集态结构看,是PVC一级粒子与少量初级粒子共同组成的结晶体,这部分初级粒子可以提高最终材料的强度、韧性。当含有这种结晶体材料被挤出、冷却后,在外力的作用下,初级粒子能够阻碍一级粒子的运动,达到强度的提高;又由于初级粒子表面积大,在受到冲击时可以吸收部分冲击能,提高韧性。
下一篇:挤出机晶点处理


-
联 系 人:石经理
手 机:13561649169
电 话:0533-5781626
传 真:0533-5781912
-
邮 箱:zbjunye@yahoo.cn
网 址:www.zbjunye.com
邮 编:255100
地 址:淄博市淄川区城南镇七里工业园
-

-
淄博俊业陶瓷设备厂 版权所有 技术支持:淄博欧凯